Le carnet
du CFC
Fonderie BANCEL, une fonderie au sable dans la plus pure tradition :
Denis
Le Tourneau.
A 76 Km de Lyon, ŕ peu prčs ŕ mi parcours entre Lyon et Valence, se trouve dans la Loire le pittoresque petit village au nom chantant de St
Julien-Molin-Molette. Aprčs avoir longé la vallée du Rhône pendant 58 Km jusqu'ŕ
Chanas, il faut grimper vers l'Ouest par une route sinueuse pour rejoindre ce village perché ŕ environ 750 m d'altitude. La fonderie se trouve en haut de l'Avenue de Colombier, cachée dans un virage serré, au n° 42. Sur l'épaisse plaque en bronze, fixée ŕ l'un des piliers d'entrée par quatre gros clous ŕ tętes carrées fendues d'une croix, on peut lire : "Manufacture de Croix et Christs - Fonderie au sable - JM
BANCEL". Voilŕ qui fleur bon la tradition.
S'offre alors ŕ nos yeux en contrebas, un long corps de bâtiment au toit visiblement refait ŕ neuf, se prolongeant par la droite, caché par un garage, tout un ensemble de bâtiments ŕ toit d'usine, de remises et bien sűr les cheminées du four et de l'étuve.
 |
Plaque de la manufacture JM
Bancel |
 |
Atelier principal au toit
neuf |
 |
Atelier de moulage, four, étuve, fonderie. |
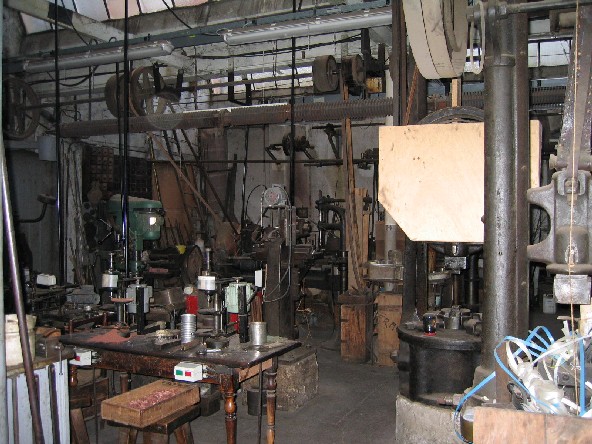
Sitôt
ŕ l'intérieur on a l'impression de faire un bond 70 ŕ 80 ans en arričre :
arbres ŕ poulies au plafond transmettaient leur mouvement aux différentes
machines par de grandes courroies plates avant l'équipement des machines de
moteurs électriques individuels (normes de sécurité oblige) ; ambiance rétro
garantie !
Tours, fraiseuses, perceuses ŕ colonne sensitives, béliers, presse ŕ
tambours, presses ŕ balancier, scie alternative, tourets, tanks de polissage,
rien ne manque dans ce premier atelier.
 |
Atelier
1900. Remarquez le chauffage au plafond. |
 |
Presses
ŕ balancier. |
 |
Presse
ŕ tambours (moteur électrique individuel). |
 |
Bélier
: pour emboutir la tôle, M. Bancel met le pied droit dans un sabot auquel
est attaché une bonne corde, dégage le sabot de la barre métallique de
sécurité, recule la jambe le plus loin possible, retire la goupille de sécurité
du bélier de la main gauche puis ramčne rapidement la jambe droite... |
 |
... et voici le résultat : un Christ embouti de quelques centimčtres ŕ
peine ! Il ne reste plus qu'ŕ le détourer, percer pieds et mains et le
clouer sur une petite crois en bois. |
 |
Une
scie alternative elle aussi d'époque ! |
Les établis regorgent
de matériaux et pičces de fonderie diverses et variées. Parmi celles-ci, M.
Bancel me présente quelques exemples de ses productions : crucifix métallique
incrusté de bois précieux avec médaillon en bas relief (un modčle créé
et déposé par son grand pčre), croix sculptée, mini Christ embouti (tôle
de laiton ou de maillechort), médaille en bas relief, pičces de maroquinerie
et d'ameublement, pičce de crémone plus volumineuse, locotracteur porte clés,
plaques ferroviaires et de véhicules anciens en aluminium, en laiton ou en
bronze.
 |
Un
plateau d'échantillons : regardez bien, il y en a pour tous ! |
 |
Plaques
Sté Lorraine, Comessa. |
 |
Plaques
Sté Alsacienne Graffenstaden. |
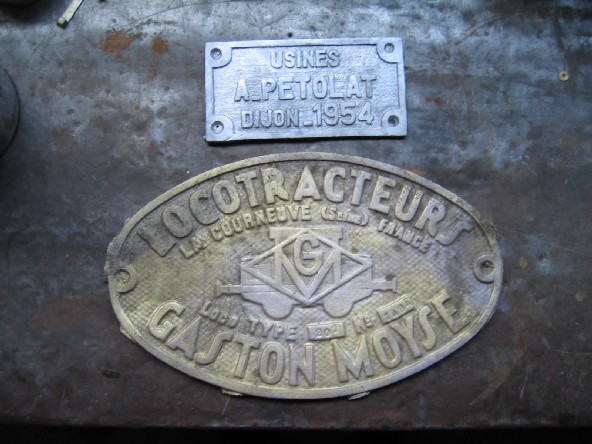
 |
Plaques
Pétolat, Moyse. |
 |
Plaque
Billard. |
Dans
une petite salle ŕ l'arričre, se trouvent les polisseuses : ici polissage au
tonneau (de vrais tonneaux ayant contenu du vin, si, si !) et toujours entraînés
par de larges courroies plates (faible vitesse), ainsi qu'une polisseuse
(vibreur) ŕ galets humides moderne.
 |
Polissage
au tonneau (hic ! l'ai tout bu.) |
La troisičme
partie de la manufacture, la plus ancienne sans doute vu les différences
successives de niveau, est constituée de plusieurs pičces : la chaufferie,
l'atelier de fonderie avec son four et salle étuve pour le séchage des
moules. L'atelier de fonderie comporte plusieurs zones : tas de sable de
moulage et broyeur, stockage des châssis de moulage, tables de remplissage
des châssis (prise d'empreintes) et enfin zone de coulée.
 |
Le
broyeur de sable. |
 |
A
gauche : le stock de châssis de moulage, la table de remplissage et M.
Bancel. |
 |
Les
demis moules dans la pičce d'étuvage. Remarquez les trous de coulée et
les évents. |
 |
Zone
de coulée : creusets, berceau, gants, pics, racloirs... |
Le moulage au sable
d'une pičce consiste ŕ prendre l'empreinte d'un modčle au moyen de deux châssis
métalliques que l'on remplit de sable. Ces châssis sont remplis l'un aprčs
l'autre afin de créer deux demi empreintes de la pičce ŕ réaliser. Le modčle
ŕ reproduire peut ętre une pičce d'origine ŕ reproduire, un modčle en plâtre, en bois,
en matičre plastique, mais en tous cas suffisamment solide pour ne pas plier ni
casser lorsque le sable est serré dessus.
Le mouleur commence par réaliser une "couche" de modčles ŕ
reproduire (un châssis pouvant généralement contenir plusieurs pičces du męme
modčle ou d'un modčle différent) en positionnant sur le dessus d'un châssis
le ou les modčles ŕ reproduire de façon ŕ ne présenter qu'une moitié de
ceux-ci. Le plan médian étant appelé "plan de joint" ; c'est aussi
le plan d'assemblage des deux demi moules en sables (ou châssis). La
"couche" permet la réalisation du châssis femelle puis, celui-ci une
fois réalisé, le mouleur saupoudre abondamment la surface avec "le sac du
poncif" (agent démoulant). Enfin il "taille ŕ l'anneau" les
demi jets de coulée.
La partie femelle est ensuite utilisée pour la réalisation de la partie mâle
du moule ; męme opérations (les modčles étant sur le châssis (l'empreinte)
femelle). Une fois les deux châssis remplis de sable, les modčles sont retirés
et replacés sur "la couche" qui est alors pręte pour l'exécution
d'un nouveau moule. Le mouleur taille ensuite les saignées d'air, les
masselottes, etc... et réalise la finition du moule. Les demis moules ainsi préparés
sont ensuite placés dans une petite pičce d'étuvage afin d'éliminer toute
trace d'humidité du sable.
Une fois les demis moules bien secs, ceux-ci sont assemblés au moyen des
clavettes des châssis. Les moules sont ensuite refermés, empilés et serrés
au moyen d'une presse qui maintien l'ensemble des moules fermés pour la coulée.
L'ensemble est alors basculé, entonnoirs de coulées vers le haut. Le métal en
fusion, préalablement préparé dans un creuset, est délicatement versé dans
les moules jusqu'ŕ les remplir complčtement. Les masselottes servent de réserve
pour compenser le retrait du métal au refroidissement.
Aprčs solidification,
mais sans attendre le refroidissement complet de la pičce, le sable du moule
est brisé et la pičce séparée du sable. Le sable aggloméré, remis en
tas, sera broyé pour ętre réutilisé aprčs tamisage pendant que la pičce
termine de refroidir ŕ l'air. La pičce est ensuite débarrassée des jets de
coulées et d'évents, ébarbée puis, selon sa taille et sa forme, celle-ci
est polie au tonneau ou au tampon.
 |
Table
de remplissage des châssis : remarquez au bord les couteaux utilisés pour
réparer l'empreinte et creuser les trous de coulée et les évents. Au
deuxičme plan : des modčles en plâtre de visages en bas relief. |
 |
Une
belle médaille de St Etienne en laiton poli. |
Lorsque la pičce est
de petite taille et qu'il en faut plusieurs exemplaires, le mouleur réalise
plusieurs empreintes dans le męme châssis afin de le remplir. Il peut aussi
prendre l'empreinte de plusieurs pičces différentes. Il trace alors dans le
deuxičme châssis tout un réseau de canaux afin que chaque empreinte soit
remplie de métal : c'est le moulage en grappe. Les jets de coulée sont alors
plus importants, mais dans une fonderie rien n'est perdu et le moindre morceau
de métal peut ętre refondu et réutilisé.
 |
Une
grappe de pičces différentes avec plusieurs exemplaires de chaque. |
 |
Insigne
Berliet en plusieurs morceaux. |
Page precedente