Description des travaux exécutés sur la 030 Chanteraine
Jean-Marie LEMAIRE septembre 2007
Aprčs mise sur cales de la machine et démontage complet du train de roulement nous avons procédé ŕ un relevé précis de toutes les côtes fondamentales de fonctionnement (entre axes des bielles, entre axes des roues, jeux de fonctionnement et jeux d’usure).
Nous avons alors constaté que le ressort de suspension arričre n’était plus en état de faire son office car l’usinage des longerons prouvait l’état de fatigue de ce ressort
De plus les guides de boîtes du troisičme essieu (arričre) étaient hors tolérances puisque le rattrapage de jeu prévu ŕ cet effet ne pouvait ętre réalisé.
Il fut donc décidé de faire fabriquer un nouveau ressort chez PPPL et de faire recharger les guides du 3čme essieu au Cupro Nickel chez
Merlin-Castets.
Ne possédant pas de documentation sur le ressort, il fut d’un commun accord calculé de façon empirique compte tenu des charges et du centre de gravité de la machine, mais nous avons pu constaté au remontage final que notre estimation était la bonne (moins de 2 mm de différence d’horizontalité machine vide, et proche de zéro machine en charge)
Il fut décidé également de refaire entičrement les coins de rattrapage de jeu des
boîtes d’essieu, l’usure de ces pičces ne permettant plus le moindre rattrapage.
D’autre part les plaques de garde des boîtes s'étant trčs déformées nous avons pris la décision de les refaire.
C’est ainsi que pendant plusieurs semaines on a pu voir tourner ŕ l’atelier les fraiseuses, tours et étau limeur.
Un jour nous avons męme pu voir fonctionner ensemble : 2 fraiseuses, 1 tour et l’étau limeur.


Ce dernier, trčs pratique, nous a permis de procéder aux ébauches des 6 coins de boîte que nous avons tiré dans une barre d’acier XC48 de 70 * 35, les surfaçages et mises aux côtes étant effectués sur les fraiseuses. Il en a été de męme pour les plaques de garde tirées dans du XC48 de 50*20.
L’usinage des guides du 3čme essieu rechargés au Cupro Nickel a demandé une attention particuličre dans la précision d’usinage car les blocages sur la table de la fraiseuse n’étaient pas évidents compte tenu des formes particuličres des pičces. Mais en partant du principe qu’il existe toujours une solution ŕ un problčme, nous y sommes arrivé.
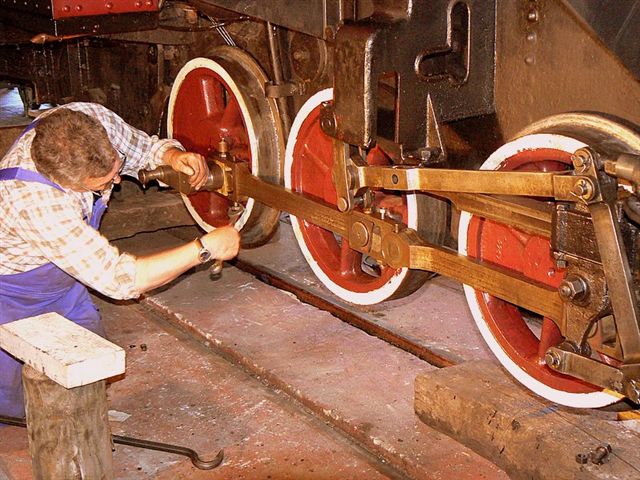
A l’issu de tous ces usinages, il fut décidé de procéder au remontage, non sans avoir préalablement vérifié l’état des boîtes de roulement. Celles-ci ayant été jugées bonnes pour un nouveau service, l’opération de remontages des essieux sur la machine a été réalisé en 3 mercredi (un mercredi par essieu). Pour cette opération particuličre nous avons effectué le relevage de chaque essieu ŕ l’aide d’un cric hydraulique agrémenté d’une succession de calage et contre calage (morceaux de bois préalablement préparés) pour remonter l’essieu dans son logement en n’oubliant pas de remettre des coins en place ainsi que les couvercles et les plaques de garde, les vis de réglage et tous les écrous et contre écrous, le ressort de suspension et les pičces d’appui que nous avons pu réutiliser en l’état, le tout sans laisser ses doigts en dessous (c’est lourd, trčs lourd !).
A ce moment du remontage, il fallut procéder ŕ l’ajustage final des coins que nous devions remonter glissants mais sans jeu. Cette opération un peu longue venait du fait qu’il fallait maintenir en équilibre notre essieu sur son cric pendant les usinages d’ajustement, extraire et remettre successivement le coin de son logement afin de l’ajuster parfaitement ŕ son support.
Ensuite, mise en place de la plaque de garde et de la vis de réglage, ça y est, sauvé ! On passera ŕ l’autre essieu mercredi prochain.
A cette étape, on commence ŕ voir l’avancement de notre affaire. Ça a meilleure gueule et la présence des essieux sur la machine nous rassure et nous encourage. On n’avait pas pensé ętre pręt pour les journées du patrimoine, mais lŕ, sans vraiment y croire, on commence ŕ penser que cela serait peut ętre possible ! Mais pas de ręverie, il y a encore du boulot.
Il faut maintenant vérifier toutes les côtes des
entre-axes avant d’aller plus loin.
La rigueur des usinages a du bon, tout est OK, on peut poursuivre et la prochaine étape est la mise en place des bielles
d'accouplement des essieux. Aprčs changement de certains coins de réglage de rattrapage des jeux, c’est fait assez rapidement, mais la double bielle raccordée d’une seule pičce, c’est lourd, c’est trčs lourd ! Lŕ, nous avons bien sué surtout plié en deux ŕ raz du sol.



Nous décidons pour plus de facilité de descendre la loco de son socle en bois, car la mise en place des autres bielles pourra se faire sur la fosse, donc dans des positions plus agréables
(moins fatigantes).
L’opération durera toute une journée car chaque bloc de bois est enlevé, un par un, grâce au cric hydraulique que nous positionnons alternativement ŕ chaque extrémité de la loco afin de la faire descendre lentement sans la déséquilibrer (il y a quand męme 6 ŕ 7 tonnes de ferraille au dessus de nos tętes et il n’est pas question de prendre le moindre risque).
Dans l’aprčs-midi, la
Chanteraine est sur ses roues et lŕ, grand bonheur ! Car comme je l’expliquais au début, c’est ŕ cet instant que l’on constate que les calculs du ressort arričre sont bons. La
Chanteraine ne penche pas et paraît stable sur son train de roulement. Vérification de la hauteur du châssis par rapport au plan du rail : c’est bon, moins de 2 millimčtres.













On ne peut s’empęcher d’aller chercher le Campagne et d’atteler la Chanteraine pour quelques tours de roues. C’est la récompense, ça roule et ça roule męme trčs stable.
Aprčs quelque aller et retour nous mettons la machine sur la fosse pour continuer la mise en place de
l’embiellage (bielle motrice et bielles de petit mouvement).
Nous profitons pour refaire les bagues bronze de la tęte de bielle motrice.
Il faut aussi remonter des tubes de liaisons de la bâche ŕ eau sous le châssis que nous avons dű étancher avec de nouveaux joints au silicone injectés ŕ refus.
La position en fosse nous permet de remonter l’ensemble de la timonerie de frein (dans le bon sens, non pas dans ce sens, dans l’autre, tu crois ? bon, ah non c’était dans l’autre !) Essais, ça marche et ça serre bien, bien que les sabots
soient relativement usés (il faudra y penser prochainement lorsque l’on pourra commander des fonderies).
On ressort la
Chanteraine avec le locotracteur Campagne et on commence ŕ observer de prčs les mouvements de l’ensemble de l’embiellage sur quelques aller-retour dans le dépôt.
Ca marche sans coincer et sans bruit et on décide męme avec l’accord du responsable exploitation de service (on est mercredi et un train régulier tourne) de pousser jusque la gare de La Ferme pour voir.
On prépare la machine, on graisse et on huile (attention un graissage n’est pas un bain d’huile !)(Citation de Michel SIMON dans « Le Train » ) et on y va .
Ecoute minutieuse de tous les bruits de roulement. Impeccable.
On est content, męme si cela ne se voit pas, on est content. On rentre au dépôt.
La Chanteraine ressemble maintenant ŕ une machine ŕ vapeur et ne demande qu’ŕ fonctionner, mais il reste ŕ régler un problčme important : le régulateur qui coince.
Nous mettons la
Chanteraine sous le portique du palan et on démonte le dôme de vapeur. Nous constatons que la glace du régulateur est en parfait état mais que la manśuvre est trčs difficile. Nous démontons donc les ressorts de maintient de la glace du régulateur avec infinie précaution pour ne pas perdre de pičces dans le faisceau tubulaire (attention, trop tard, c’est dedans !)
Nous constatons que lorsque les ressorts sont desserrés, la manśuvre du régulateur est trčs souple (avec un seul doigt).
Nous mettons donc en contact les ressorts avec la glace et nous resserrons le tout. Essai, cela parait bien, męme tellement bien que certains avis reçu ça et lŕ nous mettent en garde sur le fait que nous ne pourrons pas mettre en pression si les ressorts ne sont pas trčs serrés.
Bon, on verra, et on pourra toujours resserrer aprčs le premier essai de vapeur.
Remontage du dôme, bon sang que c’est lourd, et heureusement que nous avons le palan.
Serrage du type culasse pour répartir les contraintes et modification du graisseur de régulateur.
Lŕ, nous nous apercevons qu’un des tuyaux d’écoulement interne est débrasé et que le trou de passage de l’huile fait ŕ peine 4 mm. Nous rebrasons et agrandissons le trou d’écoulement sur le dôme dont nous contrôlons la position pour que l’huile coule bien sur la glace du régulateur.
Nous sommes pręts pour les essais, mais le jeu constaté sur les biellettes de relevage de la marche ne nous plait pas : il faudra refaire des bagues en bronze et nous n’avons pas la matičre.
Nous décidons donc de mettre en chauffe pour voir si le régulateur fonctionne.
C’est parti, bois, eau, graissage, ça décolle, 1 bar, bois, 2 bars, bois, on attelle un gros locotracteur devant pour le cas ou la belle voudrait essayer toute seule son régulateur, 3 bars, bois,
souffleur, essai régulateur, ça marche, toujours aussi souple, 4 bars, charbon, essai des injecteurs, ça marche, on continue, 6 bars,
charbon,ssai régulateur : un peu plus dur mais sans excčs.
Nous nous concertons et prenons la décision de dételer le locotracteur pour faire un essai réel, mais nous voulons préalablement faire lever les soupapes.
Nous montons 8 bars, 10 bars, essai régulateur : plus dur que tout ŕ l’heure mais pas plus que la Bouillotte,
11 bars, levée de soupape.
Demande de l’accord de sortie au responsable exploitation qui nous donne l’autorisation de monter vers Gennevilliers.
On laisse redescendre un peu car haut le pied, nous n’avons pas besoin de tant de pression et on y va.
Nous sommes deux sur la plate forme, (le troisičme roule sur le régulier) et lŕ c’est le bonheur, ça tourne rond, au manche on sent les chevaux. Les deux chauffeurs ont la banane. (Sourire de contentement remontant aux oreilles, en forme de banane)
Halte ŕ Passage de Verdure pour vérifier et graisser. Tout va bien, on décide de poursuivre.
Petit Lac est en vue, et dans la descente on peut constater que la contre vapeur est extręmement efficace. Arręt ŕ Petit Lac et vérification : tout baigne !
On continu vers Gennevilliers, arręt en gare et on attend le régulier avant de repartir.
Retour au dépôt, essai de la pompe Worthington qui fonctionne parfaitement aprčs un dégommage nécessaire et débriefing.
Le régulateur est un peu dur au dessus de 9 bars mais reste trčs efficace malgré un manque de progressivité. Il faut ętre prudent lors des manśuvres d’attelage. C’est toutefois un bonheur de ressentir au manche la puissance de cette machine.
Le mercredi suivant, nous avons validé par un essai avec un train attelé, et donc la possibilité d’utiliser la Chanteraine aux Journées du Patrimoine et avons procédé ŕ la mise en place des bagues autolub en bronze fritté sur les biellettes de relevage.
Fin de l’épisode
Merci ŕ toute l’équipe de l’atelier du mercredi pour son soutient moral et ses encouragements sans lesquels nous n’aurions peut-ętre pas réussi notre chantier.
A quand la prochaine ?
Les acteurs
Daniel BENET
Daniel LE GUILLOUX
Jacques HARRIBEY
Jean-Marie LEMAIRE (rédacteur)
Coűt de l'opération :
| Ressort ŕ lame | 501.44 € |
| Recharge glissičres 3° essieu | 956.80 € |
| Bronze pour bagues bielles motrices | 75.00 € |
| XC48 pour coins de rattrapage | 50.00 € |
| XC48 pour plaques de garde | 35.00 € |
| 25 Boulons de 16 mm | 12.00 € |
| 2 jets de 30 long 50 bronze fritté | 58.36 € |
| Joint silicone | 27.00 € |
| Baguettes brasure d’argent | 20.00 € |
| Affűtage des fraises | 126.48 € |
| Total | 1862.08 € |