Les travaux du Jung ZL 114 nį 7604 en 2007 mois par mois
Denis Le Tourneau
En
Juin : Je prťpare le remontage de l'arbre ťmetteur de la boÓte de
vitesses. Cet arbre ayant besoin d'Ítre rťparť ŗ cause de la gorge creusťe
par l'un des roulements d'embrayage avant son ťclatement, je dťmonte le gros
roulement (qui lui aussi doit Ítre remplacť) ainsi que les autres piŤces
(cales de rťglage, bagues,...), puis rťduit le diamŤtre abÓmť jusqu'ŗ
obtenir un diamŤtre sain. La prťsence de soudure montre que cette extrťmitť
a dťjŗ fait l'objet d'une rťparation...
Les piŤces dťmontťes ainsi que les roulements d'occasion sont nettoyťs par
un sťjour plus ou moins prolongť dans du White Spirit usagť dťcantť et
filtrť qui fait trŤs bien l'affaire.
 |
L'arbre ťmetteur avec garniture, roulements, pignons... (07/06/07) |
N'ayant pas bien relevť l'ordre des piŤces (hť oui !, qui l'eut cru ?!?) et dťcouvrant (encore) quelques bizarreries par rapports au montage normal des roulements de l'embrayage, je consulte les plans de la boÓte de vitesses, pages 50 et 51 de la notice Jung EL 110, puis recherches sur le site http://www.leo.org/ pour traduction Allemand-FranÁais des dťsignations des piŤces suivantes (si toutefois vous constatez une erreur, merci de me le signaler par E-mail : denis.le.tourneau@ens-lyon.fr) :
piŤce nį 131 / 134 = Doppelritzel (doppel : double/jumeau), (ritzel : pignon), soit : pignon jumeau ou pignon ťtagť
piŤce nį 137 = Kegelradwelle (kegelrad : pignon conique), (welle : arbre/onde/vague), soit : arbre ŗ pignon conique
piŤce nį 144 = Keilwelle (keil : cale/clavette/coin/taquet), (welle : arbre/onde/vague), soit : arbre cannelť
piŤces nį 145 / 147 = Wellenmutter (wellen : friser/gondoler/onduler), (mutter : ťcrou/mŤre), soit : ťcrou ŗ crťneaux (dťsignation HK dans la norme ISO) ou ťcrou ŗ encoche (?)
piŤces nį 146 / 148 = Blechsicherung (blech : tŰle mťtallique), (sicher : assurť/certain/fiable/sťcuritaire/sŻr), (sicherung : couverture/fusible/garantie/plomb/protection), soit : rondelle frein
piŤce nį 149 = Kronenmutter mitSplint (krŲnen : couronner/sacrer), (mutter : ťcrou), (mit : avec/par), (splint : aubier), soit : ťcrou couronne avec jonc (???) (ťcrou ŗ embase ?)
piŤce nį 150 = Spritzring (sprit : carburant/essence), (spitz : aigu/pointu), (ring : anneau/annelť/bague/ boucle/cycle), soit : bague joint de lubrification (?)
piŤce nį 151 = Scheibe (disque/plaquette/rondelle),
piŤce nį 152 = Feder (ressort),
piŤce nį 153 = Sicherungsstift (goupille de sťcuritť),
piŤce nį 167 / 168 = Kugellager (roulement ŗ billes)
En
Juillet : Usinage de l'extrťmitť de l'arbre ťmetteur de la boÓte de
vitesses de ō35 ŗ ō30,02 sur 59 mm de long, fabrication d'un manchon ōint.
29,95 de 59,08 de long. Frettage ŗ chaud du manchon sur l'arbre (serrage 0,08
mm), puis finition du diamŤtre extťrieur (ō 35 ajustement m6) qui reÁoit les
roulements d'embrayage.
Nettoyage et contrŰle (visuel) des bagues qui trempaient dans le White Spirit :
les bagues sont trŤs animťes, elles ont dŻ tourner, l'une d'elles est fendue,
la rondelle frein est cassťe, l'ťcrou est usť.
Une seule des 6 entretoises est rťcupťrable, les autres ťtant soit
ťmoussťes soit fendues soit les deux ŗ la fois !... La rondelle frein est
ťgalement ŗ remplacer.
Usinage de la rainure d'arrÍt de rondelle frein (fraise scie 1 taille ō 65 ep.
8) en bout d'arbre.
Mesure des filetages : ō 26,20 sur filets W14-1,814 (cotť tÍte d'embrayage)
et ō 22,10 sur filets W9-2,822 (cotť inverseur).
 |
... et en cours d'usinage pour manchonnage (18/07/07). |
 |
Le manchon ; le diamŤtre extťrieur sera fini aprŤs montage sur l'arbre... (18/07/07). |
 |
Attention c'est encore chaud ! (18/07/07) |
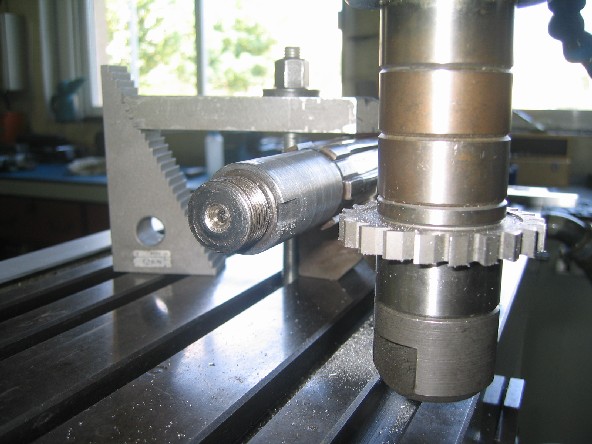 |
La rainure pour la rondelle frein, et voilŗ (18/07/07). |
AprŤs
ces travaux, retour au CFC pour une longue pťriode du vendredi 27 juillet au
lundi 13 aoŻt. Pour me remettre du long trajet que je viens de faire, je
m'offre un petit tour d'atelier ŗ la dťcouverte des travaux en cours :
remontage d'un essieu au cric sur la 030T ''Chanteraine'', cadre de la ''Trobylette''
ou ''Mobyrail'' en cours d'ťquipement, restauration de la 030T O&K,
entretien sur la 020T O&K ''Bertha'' et la 020T Decauville-Borsig ''Tabamar'',
puis dťchargement et installation de ''ma zone de chantier''.
Une fois installť, les piŤces rapportťes de Mornant triťes
et classťes par sous-ensembles, j'attaque par la boÓte de vitesses : dťcapage
des cannelures de l'arbre ťmetteur, montage du roulement central rťcupťrť et
nettoyť ; mesure du jeu en tÍte de l'arbre rťcepteur, fabrication d'une cale
de rťglage de 0,8 mm ; remontage de la cale, du roulement et de l'ťcrou.
Fabrication d'une rondelle frein pour l'arbre d'inverseur et d'une autre pour
l'arbre rťcepteur, puis fermeture, aprŤs peinture, du capot (repťrť 5227 F5
et ressoudť) en bout d'arbre rťcepteur. Profitant du beau temps, je m'installe
dehors pour dťcaper les pignons baladeurs jumelťs. Ces derniers portent, parmi
d'autres, les marquages 16/25 et 31/36 correspondant aux nombres de dents
respectivement pour les 1Ťre, 2Ťme, 3Ťme et
4Ťme vitesses. Je m'amuse alors ŗ
relever le nombre de dents des pignons de l'arbre rťcepteur : 54, 43, 37 et 32.
Connaissant la puissance maximum du moteur et sa vitesse de rotation
correspondante (22Cv ŗ 1000 tours/min) ainsi que la vitesse de dťplacement
pour chaque rapport (4, 7,7, 11 et 15 Km/h), il est aisť d'en dťduire le
rapport du couple de pignons coniques de l'inverseur. Suit le remontage de
l'arbre ťmetteur et de ses pignons. Encore une fois, il m'est nťcessaire de
fabriquer une cale de rťglage (en tŰle ťp. 3 mm).
 |
Dťballage des piŤces terminťes rapportťes de Mornant (28/07/07). |
 |
La bague de centrage utilisťe pour rťgler le jeu du couple conique d'inverseur est enlevťe et va Ítre remplacťe par... (28/07/07). |
 |
... le roulement ŗ billes et la cale de rťglage tout juste usinťe (28/07/07). |
 |
Le capot ressoudť est remontť (28/07/07). |
 |
Nettoyage des pignons jumelťs au soleil (30/07/07). |
 |
Remontage de l'arbre ťmetteur et des pignons jumelťs (30/07/07). |
 |
Montage de la garniture (30/07/07). |
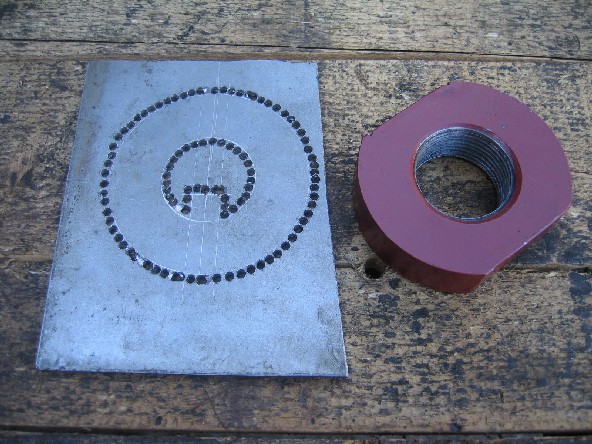 |
Fabrication d'une rondelle frein d'ťcrou d'inverseur (cotť droit de la BV) (31/07/07). |
 |
Fabrication d'une rondelle pour roulements d'embrayage (31/07/07). |
A l'occasion des 70 ans de mon locotracteur Jung le 31 juillet, je rťalise une affichette retraÁant son histoire connue et supposťe, d'aprŤs les documents reÁus via Internet et mes observations au cours de son dťmontage et de sa restauration ; affichette que j'accroche fiŤrement ŗ son moteur et son capot, qui a par ailleurs retrouvť un logo ''Jung''. Merci aux gťnťreux informateurs qui m'ont ainsi permis de connaÓtre sa date de fabrication : le 31/07/1937 et ses dťbuts ŗ la sociťtť Transbau GmbH ŗ Berlin.
 |
Photo nį 6395 : Un nouveau logo tout beau ! (12/08/07). |
Toute autre information sur ses ťtats de service et son histoire sont les bienvenus denis.le.tourneau@ens-lyon.fr.
En AoŻt :
Filtre ŗ huile : montage en force des manettes neuves sur les robinets de niveaux.
Embrayage: examen du moyeu de la cloche d'embrayage, en vue de son alťsage, et mesures pour la fabrication d'un manchon, afin de rťparer la gorge creusťe par l'un des roulements ŗ billes endommagťs. …tude de fixation de la cloche d'embrayage sur la table de la fraiseuse ŗ l'aide de quatre chutes d'IPN. Dťcapage ŗ la meule-brosse, dťgraissage et peinture antirouille verte de la cloche et du cŰne d'embrayage. Redressage de la pťdale d'embrayage ŗ la masse sur l'enclume, mesures pour la compensation du jeu important ŗ l'axe par la mťthode habituelle d'alťsage / manchonnage (pour cette opťration, je vais avoir besoin d'une perceuse ŗ socle magnťtique). Montage ŗ blanc de la fourche d'embrayage et contrŰle du jeu de l'axe et des fourches.
 |
Quelques coups de pointeau au bout des manettes avant montage (01/08/07). |
 |
Montage de la cloche d'embrayage pour alťsage (01/08/07). |
 |
La pťdale d'embrayage (08/08/07). |
 |
Mesure de l'angle de la goupille (01/08/07). |