Le carnet du CFC
Le tour d'╔tel en 80 photos
Jean-Marie Lemaire
ETEL est une locomotive Ó vapeur de type 021 construit par DECAUVILLE en 1900 pour le tramway de la TRINITE Ó ETEL (TTE) (voir article de Marc-Andrķ Dubout dans LA VOIE DES CHANTERAINES n░164 de septembre 2011).
Voici lÆhistoire de la construction de son modĶle rķduit Ó lÆķchelle 1/3 pour voie de 7 pouces ╝ soit 184 mm. dÆķcartement.

1 : Une ķtude minutieuse aidķe en cela par Daniel LEGUILLOUX, Daniel CHEVALIER, Christian DUBOIS et Pol KARPINSKI f¹t concrķtisķe par lÆķlaboration de plans informatiques. Les premiers ķlķments du chŌssis en dķcoupe laser sont assemblķs. Les longerons sont en t¶le dÆacier XC48 de 6 mm dÆķpaisseur.

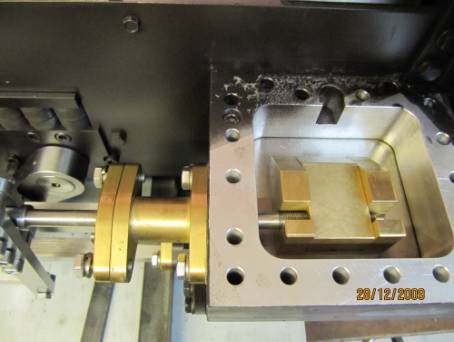
2 : Puis vient la mise en place des moteurs rķalisķs en fonte chemisķe inox pour les cylindres et en aluminium AU4G pour les boŅtes Ó vapeur. Tous les couvercles sont en inox. LÆusinage des moteurs a ķtķ rķalisķ sur machines numķriques chez Pol Karpinski.
3 : Afin de faciliter le rķglage des tiroirs en bronze, les boŅtes Ó vapeur sont fixķes sur les moteur par des vis prisonniĶres indķpendantes des couvercles. Un long guidage de la tige du tiroir garantie une bonne stabilitķ de celle-ci et assure un excellent maintient du joint presse ķtoupe. Le rķglage fin du tiroir se fera grŌce au filetage de la tige du tiroir dans la partie centrale du tiroir.

4 : Les boŅtes dÆessieux en aluminium AU4G recevront les roulements Ó billes (2 par boŅte) et vont coulisser sur le longeron du chŌssis grŌce aux rainures usinķes dans les boŅtes.
5 : La liaison boŅte-chŌssis est rķalisķe par lÆintermķdiaire de plots ķlastiques Plaustra (3 par boŅte) qui assureront la suspension de la machine. Les deux vis 6 pans creux latķrales assurent le maintient de la boŅte lors des levages.

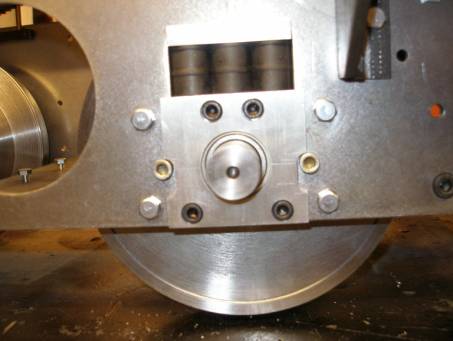
6 : Les roues ont ķtķ tirķes dans du rond de 220 mm en acier XC 38 dķcoupķ en rondelle de 40 mm directement chez le fournisseur. Les moyeux ont ķtķ usinķs indķpendamment et soudķs sur les roues avant finition pour obtenir une parfaite concentricitķ. Le disque du frein Ó disque ainsi que lÆexcentrique de pompe sont ķgalement usinķs
7 : La selle de chaudiĶre est constituķe dÆķlķments assemblķs. Les faces de la selle sont en alu AU4G de 6 mm. LÆķchappement est en acier.

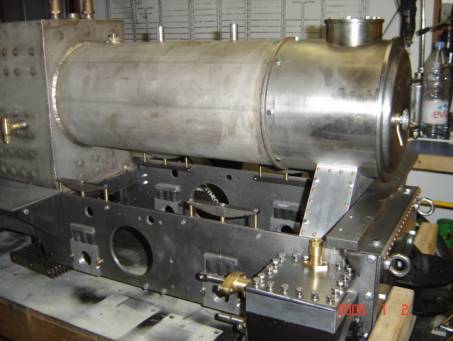
8 : La chaudiĶre est de type BELPAIR ce qui prķsente lÆavantage dÆune grosse rķserve de vapeur au dessus du foyer. Elle est entiĶrement en inox austķnitique de 6 mm soudķe au TIG avec 26 tubes Ó fumķe et 46 entretoises. La boŅte Ó fumķe est dķmontable. Son volume total est de 19 litres. La face cotķ gueulard est sans lame dÆeau et dķmontable pour permettre un accĶs facile au tubes Ó fumķe lors du soudage ou intervention ultķrieure. Les deux soupapes sont Ó charge directe Ó ķchappement libre tarķe Ó 6.5 et 7 bars.
La conception de la chaudiĶre est lÆ£uvre de Christian DUBOIS, la fabrication a ķtķ rķalisķe par Pol KARPINSKI en Belgique.
La petite grue fabriquķe Ó cet effet est bien pratique pour la mise en place de la chaudiĶre sur le chŌssis.

9 : LÆensemble chaudiĶre-boŅte Ó fumķe et support de cheminķe doit Ļtre parfaitement positionnķ verticalement sur le chŌssis. La photo montre le petit montage pour obtenir le rķsultat recherchķ.

10 : La porte de boŅte Ó fumķe est en fonte moulķe et est solidaire de son support par une ferrure. LÆensemble porte-support de porte est complĶtement dķmontable de la boŅte Ó fumķe pour permettre un accĶs sans gĻne aux tubes Ó fumķe (notamment pour ramoner). Le petit volant de man£uvre de la porte est rķalisķ en AU4G et son levier en laiton
11 : A ce stade, la chaudiĶre est parfaitement positionnķe et fixķe, le support de cheminķe est soudķ sur la boŅte Ó fumķe, la selle de chaudiĶre est terminķe et a reńu les habillages en t¶le dÆaluminium munie de rivets cuivre de 6 mm pour la dķco., les boŅtes dÆessieux sont terminķes.

12 : LÆķtape suivante est la mise en place des roues fixķes sur les essieux et cÆest le premier essai de roulage. La masse de la machine commence Ó se dessiner. CÆest encourageant.
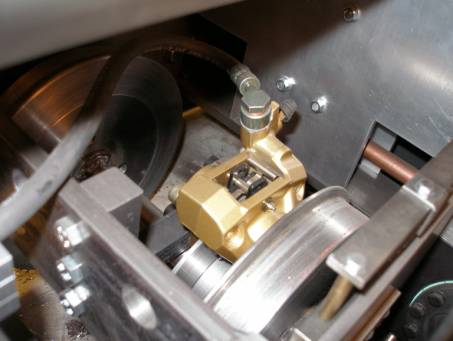
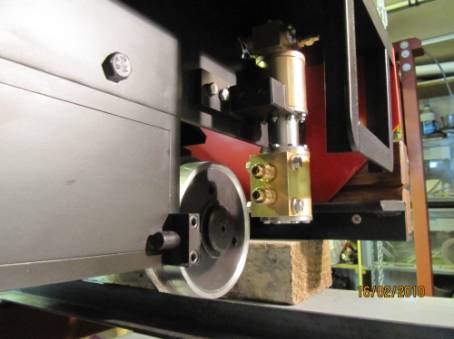
13 : Puis vient le long travail de tout ce qui est nķcessaire au fonctionnement de la machine et qui ne se voit pas. Ici cÆest lÆinstallation du frein de sķcuritķ Ó disque qui est puisķ dans la mķcanique moto et adaptķ Ó la machine. Indispensable pour rouler s¹r. Le frein Ó sabots man£uvrķ pas une vis ne servira que pour le frein de parking.

14 : AprĶs la mise en place des roues, il faut mettre en place les supports de coulisses dķcoupķs laser et les manetons callķs Ó 90░. Une premiĶre prķsentation de la bielle de liaison permet de sÆassurer que les usinages de dķgagement sur les coulisses sont bien dimensionnķs. A lÆavant, sur la traverse, les supports des bŌches Ó eau sont installķs. Une simple goupille permettra la tenue ou le retrait de celles-ci.

15 : Tout le principe de conception de la machine est lÆutilisation de modules, ce qui permet un usinage et un assemblage simple. Ici, cÆest le module cendrier que lÆon dķcouvre, dont les supports de portes sont ķgalement dķcoupķs laser. LÆensemble est soudķ de lÆintķrieur pour dissimuler les cordons.
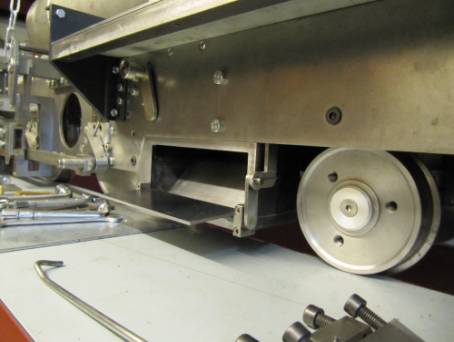
16 :
Le cendrier est maintenant en place sous le chŌssis et les portes de rķglage
du dķbit dÆentrķe dÆair sont installķes. La commande se fera depuis le
plancher en cabine par la manette que lÆon aperńoit sur la photo. 
17 : Il est venu le moment de la mise en peinture des principaux ķlķments du chŌssis pour ne pas avoir Ó redķmonter trop de piĶces ensuite. On en profite pour terminer lÆķchappement par la rķalisation dÆun dķflecteur de dķrivation dķmontable. (Pratique pour le nettoyage)

18 : Voici le dķflecteur fait en AU4G dont la goupille ķvite Ó celui-ci de tourner dans lÆķchappement.

19 : LÆensemble du chŌssis est peint avec de la peinture rķsistante Ó haute tempķrature de marque Rustolķum en bombe. On peut maintenant installer des ķquipements que lÆon ne redķmontera plus. LÓ on peut voir le dispositif de purge des cylindres au centre du chŌssis, ce qui ķvite dÆavoir des petits robinets sous les cylindres qui sont en premiĶre lignes en cas de dķraillement. (CÆest une invention de Pol Karpinski qui fonctionne Ó merveille)

20 : Le maŅtre cylindre est installķ sur le longeron et le couvercle sera accessible depuis le plancher de cabine pour une mise Ó niveau ķventuelle du liquide de frein commandant le frein Ó disque. La mise en place des essieux, du bissel, du cendrier, des moteurs et supports divers est maintenant dķfinitive.

21 : Une lente descente du module chŌssis suspendu Ó la grue permet de sÆassurer de la bonne place de tous les ķlķments. Comme un vrai levage.

22 : Mise en place des blocs de suspension Plaustra et goupillage dķfinitif des manetons et des axes destinķs Ó recevoir les roulements Ó billes des bielles. Cette disposition est due au fait que les roues sont intķrieures au chŌssis. Cela se prķsente bien.

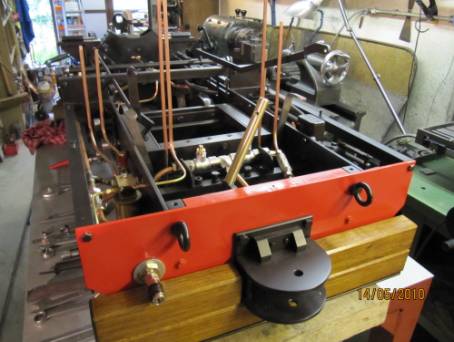
23 : Pour terminer lÆassemblage du chŌssis, les traverses avant et arriĶre sont peintes en rouge. (Laque automobile en bombe sur apprĻt chromato-phosphatant)

24 : A partir de maintenant, cÆest la phase la plus longue de lÆusinage et de lÆassemblage. Il sÆagit de lÆembiellage. Les coulisses de changement de marche et les coulisses de pistons sont les premiĶres piĶces du ½ puzzle ╗

25 : Tout fraichement sortie de la table de fraisage ķquipķ dÆun plateau tournant, les coulisses de changement de marche. LÆinformatisation des plans permet de gagner un temps prķcieux.
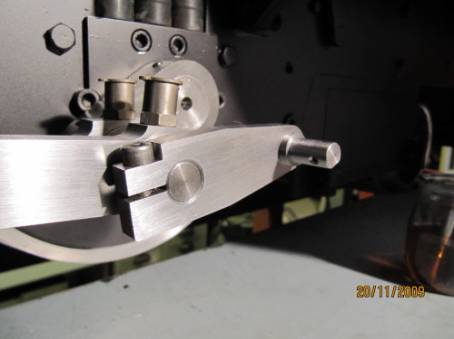
26 : Prķsentation de la contre manivelle du petit mouvement sur lÆaxe de maneton. AprĶs le rķglage fin de lÆangle de positionnement de la contre manivelle grŌce Ó un gabarit constituķ Ó cet effet, la condamnation des piĶces sera rķalisķ par une vis ½ entre cuir et chair ╗.

27 : Usinage des bielles et des manetons de relevage. Le plus long est le polissage manuel de toutes ces piĶces.

28 : Prķsentation de la bielle de tiroir sur la coulisse. La noix viendra se positionner au centre de la coulisse et sera maintenue par un goupillage ajustķ sur la bielle de tiroir.

29 : Usinage des noix en bronze en sķrie (il faut prķvoir lÆusure)

30 : Usinage du gabarit pour le calage dķfinitif de la contre manivelle du petit mouvement. La cote est obtenue par calcul. La mķthode de calage est trĶs simple et il nÆest pas nķcessaire dÆavoir intķgrķ Saint Cyr pour y arriver.

31 : LÆembiellage commence Ó prendre forme. Mais les heures passent trĶs vite, et il reste encore du travail. CÆest le moment de se rķcompenser un peu en faisant tourner tout cela. CÆest magique.
32 : Puis il faut penser aux accessoires, le petit cheval achetķ chez IMEC en Suisse permet de gagner du temps en fabrication.

33 : La petite pompe Ó double effet achetķe en Angleterre pour la lubrification des cylindres est installķe sur un support adķquat et sera man£uvrķe par une biellette depuis la contre manivelle du petit mouvement. La biellette sur la pompe est munie de plusieurs trous afin de permettre un rķglage du dķbit. Il est toujours mieux de bien lubrifier pendant le rodage (graissage des lunettes et des passagers garantis) et de rķduire ensuite.

34 : LÆembiellage terminķ, il faut sÆattaquer au foyer. Une grille et une contre grille seront confectionnķes en inox rķfractaire.

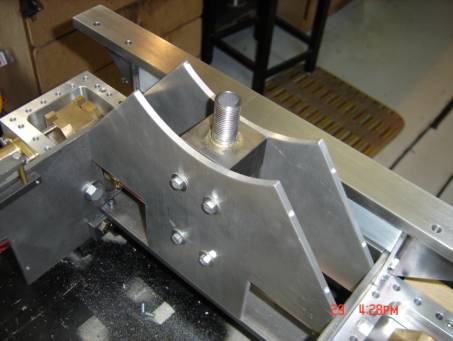
35 : Puis vient la phase plomberie. JÆai choisi de faire circuler tout autour du chŌssis un circuit dÆeau sur lequel les diffķrents piquages sont effectuķs.
36 : A lÆarriĶre sous le plancher de cabine il ya les 2 robinets des injecteurs, la pompe manuelle de secours (dont on voit la tige de commande dķmontable) et le petit cheval. Le long des longerons au dessus des trappes de prise dÆair, on trouve les injecteurs (un de chaque c¶tķ)

37 : Depuis le robinet LEGRIS (qui sera ķquipķ dÆune commande et deviendra ainsi le rķgulateur) situķ au dessus de la rķserve de vapeur de la chaudiĶre BELPAIR, la canalisation dÆadmission de vapeur en cuivre se divise en deux sous la chaudiĶre pour entrķe directement au dessus des boŅtes Ó vapeur. Les petits tubes de cuivre sont ķgalement raccordķs entre la pompe Ó huile et les chapelles dÆintroduction des boŅtes Ó vapeur. Par prķcaution un anti retour y est installķ.

38 : Toute la plomberie dans le chŌssis ķtant terminķe, il faut maintenant remettre en place la chaudiĶre qui a ķtķ peinte avec une peinture haute tempķrature. La grue est la encore dÆune grande utilitķ pour se prķserver les ½ c¶telettes ╗.

39 : Toutes les commande sont installķes, relevage, freinage (sabots et disques).

40 : Les raccordements de toutes les canalisations ont ķtķ regroupķes sur des nourrices afin dÆobtenir une certaine rigueur dans lÆinstallation et surtout une simplification dans lÆutilisation. Les chapelles dÆintroduction sont raccordķes et lÆisolation (liĶge de 5 mm) de la chaudiĶre peut commencer.

41 : La commande du rķgulateur est usinķe et positionnķe sur le robinet-vanne LEGRIS dont le siĶge en Vitton permet une utilisation en pleine vapeur sans problĶme.

42 : Le souffleur est installķ dans la boŅte Ó fumķe et sa rotation permet de dķgager complĶtement lÆaccĶs aux tubes Ó fumķe pour le ramonage. La buse de lÆķchappement est ķgalement dķmontable et rķglable en hauteur pour ajuster et optimiser lÆķchappement.
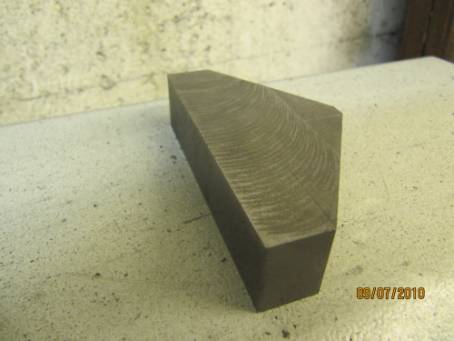
43 : Il reste Ó usiner les sabots de frein qui sont tirķs dans des blocs dÆacier XC 38 fraisķs.

44 : GrŌce Ó un petit montage (similaire Ó celui utilisķ pour usiner les coulisses de relevage), les formes des roues sont reproduites Ó la fraiseuse.
 45 :
Une petite rainure donnera plus de rķalisme au sabot en reprķsentant la partie
dÆusure. AprĶs usinage de la rainure de la biellette de suspension et de son
axe, il ne reste quÆÓ les installer.
45 :
Une petite rainure donnera plus de rķalisme au sabot en reprķsentant la partie
dÆusure. AprĶs usinage de la rainure de la biellette de suspension et de son
axe, il ne reste quÆÓ les installer.

46 : La porte de la boŅte Ó fumķe a reńu ķgalement sa couche de peinture haute tempķrature et est positionnķe dķfinitivement sur son support. Nous avons vu que ce module est intķgralement dķmontable pour faciliter lÆaccĶs aux tubes Ó fumķe, on aperńoit ici la vis de maintient.

47 : LÆavant de la machine commence Ó avoir de ½ la gueule ╗ et la mise en place des bŌches Ó eau en inox sur leurs supports donne une autre dimension Ó la machine.

48 : LÆusinage de la cheminķe f¹t un grand moment dans ½ lÆatelier de la compagnie ╗. Rķalisķe Ó partir dÆune ķbauche creuse en fonte

49 : LÆalķsage de la cheminķe Ó nķcessitķ la fabrication dÆune barre dÆalķsage ½ couillue ╗ vue la longueur de la piĶce. Il nÆy a pas de problĶme, que des solutions.

50 : AprĶs un usinage en dķgradķ en avance automatique, il faut procķder Ó la finition avec le chariotage manuel en c¶ne.

51 : On ne peut rķsister Ó lÆessai en situation. LÆaspect est bon et dans la foulķe il faut entamer la cabine. CÆest de la t¶lerie classique mais il faut prķparer la structure en corniĶre.

52 : A partir dÆun gabarit, les corniĶres sont cintrķes et les angles (compte tenu du faible rayon) sont reconstituķs et brasķs. Pour cette reconstitution, la dķcoupe laser a encore ķtķ utilisķe.

53 : Pour ne pas endommager le chŌssis terminķ, un faux plancher f¹t constituķ afin dÆassembler toute la structure de la cabine. La face avant en t¶le XC 48 de 3 mm assure une grande rigiditķ Ó lÆensemble. Le tout est soudķ Ó lÆarc.

54 : La forme de la cabine est maintenant terminķe, il sÆagit maintenant de lÆessayer sur le chŌssis.

55 : Aussit¶t dit aussit¶t fait, ńa commence Ó ressembler vraiment Ó une locomotive ! On en profite aussi pour faire les boŅtes Ó charbon et Ó outils qui sont intķgrķes Ó la structure de la cabine et indķpendantes des t¶leries pour faciliter la mise en peinture et les dķmontages ķventuels. Car la cabine est ici considķrķe comme un module et sa fixation par 6 vis sur le plancher doit permettre un dķmontage rapide et simple.

56 : On rentre lÓ dans la phase de t¶lerie. Un roulage de t¶le au gabarit est effectuķ pour approcher lÆķbauche, la finition et les dķcoupes sont manuelles. La scie sauteuse avec lame pour acier est trĶs efficace.

57 : Toutes les t¶les sont fixķes par des vis en forme de rivet, ce qui fait que lorsque les rivets seront installķs, il sera difficile de repķrer les vis de fixation.

58 : Les rivets sont installķs sur les t¶les de cabine.

59 : Rivets sur les piĶces de renfort aussi. Les hublots fabriquķs par Daniel CHEVALIER sont installķs, ainsi que le support du sifflet.

60 : Les bŌches Ó eau en inox sont revĻtues dÆhabillage acier XC 48 assemblķ par brasure argent et revĻtues de rivetage dont le positionnement a ķtķ prķalablement effectuķ grŌce Ó des gabarits de perńage usinķs Ó la fraiseuse. Pour le ½ fun ╗ les petites piĶces destinķes au levage des bŌches sont mise en place.

61 : Les rivets cuivre sont soudķs Ó lÆķtain sur les t¶les des habillages de bŌche. CÆest une solution qui nÆendommage pas les rivets par la frappe.

62 : Courage il nÆy a que 980 rivets Ó poser ! Mais lÆaspect est irrķprochable. Cette solution dÆhabillage permet de sÆaffranchir de tous problĶmes dÆķtanchķitķ.

63 : Dans le genre ½ il nÆy a pas de problĶmes, que des solutions ╗, il a fallut modifier le tour pour usiner les d¶mes (faux d¶me de vapeur et d¶me de sabliĶre). En effet, compte tenu de la dimension des piĶces, lÆoutil a ķtķ positionnķ dans le mandrin et la piĶce sur le porte outil. Ames sensible sÆabstenir car lÆusinage tient plus de lÆķtau limeur que du tour. Mais ńa marche trĶs bien et le rķsultat est Ó la hauteur.

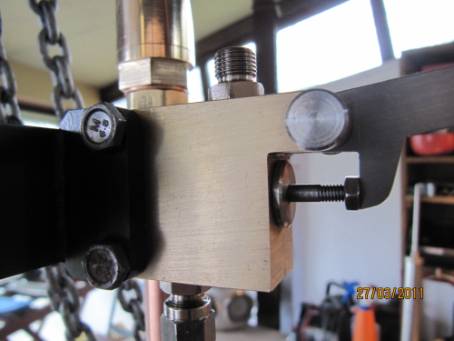
64 : La fixation de ces faux d¶mes est effectuķe par les pions filetķs rķservķs dans la chaudiĶre. LÆalignement et les raccordements sont parfaits.
65 : La commande du sifflet est usinķe dans un petit bloc de bronze et sera positionnķe dans la cabine. Un petit piston en inox assurera le dķbit nķcessaire par lÆintermķdiaire dÆun levier facilement accessible.

66 : Le sifflet proprement dit sera fixķ sur la cabine sur le support prķvu Ó cet effet. La conception du sifflet est de Daniel CHEVALIER. La cloche en bronze est ajustable en hauteur et permet dÆobtenir le son dķsirķ.

67 : La peinture de finition fait partie des derniĶres opķrations importantes. CÆest la touche finale et cette opķration doit Ļtre menķe avec le plus grand soin. Ne jamais hķsiter Ó refaire, cÆest lÆimage de la locomotive qui en dķpend.

68 : AprĶs peinture, il faut mettre en place les t¶les dÆhabillage de la chaudiĶre.

69 : Les cercles de maintient des t¶les sont rķalisķs en plat de laiton dont le dispositif de serrage brasķ en extrķmitķ permettra un serrage soignķ.

70 : A ce stade on peut commencer Ó prendre un peu de recul, comme lÆartiste peintre devant son tableau. CÆest beau ! Mais ne nous laissons pas aller, il y a encore du boulot.

71 : Tel que la commande de la sabliĶre et les tuyaux de descente du sable vers les roues.

72 : La confection de la lanterne en partie usinķe par Daniel LEGUILLOUX a demandķ beaucoup de travail. Ici reprise de la lanterne au tour aprĶs brasage pour ajuster la lampe Ó LED et le dispositif de maintient du vitrage en face avant.

73 : Mais le rķsultat est Ó la hauteur de notre travail.

74 : Pour respecter la rķalitķ du modĶle, il est indispensable de rķaliser le graisseur du rķgulateur (faux sur le modĶle)

75 : Son positionnement entre les deux soupapes de sķcuritķ sur le faux d¶me renforcera le rķalisme de lÆensemble.

76 : Puis vient le premier allumage ! LÓ aprĶs tant dÆheures de travail passķ auprĶs de la machine (environ 3000 h.), lÆķmotion est trop grande, et vous ne savez plus comment vous vous appelez !

77 : La prķsence des copains dans ces cas lÓ est indispensable et les premiers tours de roue sont confiķs Ó Daniel LEGUILLOUX.
La marche est douce, pas de fuite, bon bruit Ó lÆķchappement, les injecteurs fonctionnent, seul le petit cheval insuffisamment rodķ fait des siennes. Mais un profond rodage viendra Ó bout du problĶme et tout rentrera dans lÆordre.

78 : Il faut aussi penser Ó adapter la remorque destinķe au transport, rehausse de la bŌche pour la cheminķe.

79 : Et cÆest lÆessai en circuit au ½ petit train des Templiers ╗ Ó Savigny sur Orge. LÓ on peut libķrer lÆengin et sÆassurer que tout fonctionne, cÆest le bonheur.

80 : Le sommet pour tout vaporiste est le circuit du Swiss Vapeur Parc au BOUVERET en Suisse. CÆest ce qui f¹t fait, o∙ ETEL a pu sÆexprimer pleinement sur ce circuit magnifique de 1.5 km lors du festival vapeur de JUIN 2011.
Je souhaite Ó tous ceux qui construisent le mĻme bonheur que jÆai ķprouvķ Ó construire cette petite machine Ó vapeur.
Je remercie encore ici tous ceux qui mÆont aidķ de prĶs ou de loin, pendant lÆķtude la construction et les essais.
Merci pour leur aide Ó :
Christian DUBOIS (ķtude)
Daniel CHEVALIER (ķtude et construction)
Daniel LEGUILLOUX (construction et essais)
Ernest KLEIN (essais)
Marc-Andrķ DUBOUT (essais)
Pol KARPINSKI (construction)
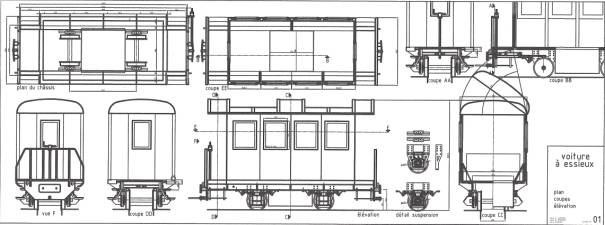
La suite
DķjÓ
sur lÆordinateur les plans des voitures qui accompagneront ETEL sont en cours
dÆexķcution.
Deux
voitures sont prķvues.