CFC
Miniature
Pendant le
confinement d’Avril 2020
Suite de la construction de l’autorail électrique DECAUVILLE.
Texte
et photos Jean-Marie LEMAIRE.
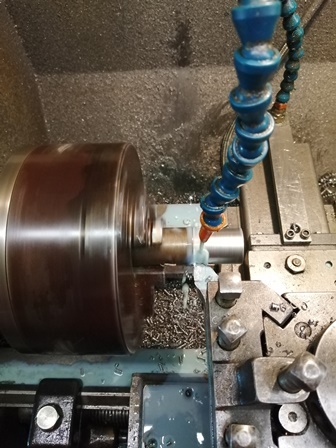

L’étape suivante est l’usinage des arbres de roue dans des barres d’étiré
de 30mm. L’étiré a l’avantage d’avoir des cotes avec des tolérances que
n’ont pas les barres d’acier laminé. Les extrémités sont usinées au
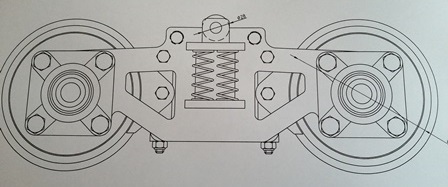
diamètre 20 mm. pour entrer dans les brides auto-alignantes à bagues à
portée sphérique prévues pour les bogies selon le dessin ci-dessous.


Les 4 arbres sont ainsi usinés. On en profite pour usiner l’alésage des
pignons à chaîne qui seront positionnés sur l’arbre et mis en place avant
emmanchement des roues.


Puis c’est la phase d’emmanchement.
Les cotes sont respectées, le montage se passe bien. À ce moment, les roues
sont toujours en ébauche à + 1mm. L’usinage définitif sera effectué sur l’arbre
comme nous le verrons plus loin.

Tant que les outils d’alésage sont en place, on en profite pour procéder à
l’ajustage des pignons d’entraînement sur l’arbre moteur.
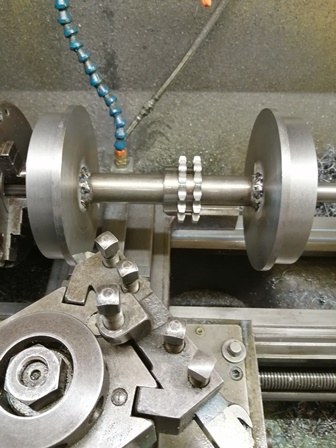
Les roues sont maintenant solidaires de l’arbre et l’assemblage « emmanché
» est conforté par une soudure. Le montage en mors d’un côté et en pointe
de l’autre assurera une parfaite concentricité, l’usinage étant effectué
coté mors à l’outil de forme, tourelle inclinée à 20°, la pente du
mentonnet.

La forme du mentonnet. La cote définitive de la roue est obtenue : 140 mm,
ainsi que la cote de calage intérieure des deux roues sur l’arbre 172 mm.


Les essieux sont prêts à passer en peinture.
Là, la tentation est grande d’imaginer une 040 vapeur ! Mais, finissons
déjà l’autorail électrique.