La briqueterie Chimot de Marly est située à lEst de Valenciennes.
Le carnet du CFC
La briqueterie Chimot (59)
Baptiste Perrier et D. Delattre, photos D. Delattre
Au début la fabrication
des briques était très artisanale, les briques étaient moulées et
déposées dans un trou avec du charbon, de la paille, etc. et on faisait
cuire le tout pendant 3 ou 4 jours et on obtenait la brique que nous
connaissons.
En 1904, la famille Chimot (avant-gardiste) en quête de chantier, eu
l'opportunité d'en trouver un très important qui a impliqué la
construction de ce four Hoffman qui tourna pendant une année pour la
construction de l'église Saint Michel.
La briqueterie telle qu'on la connaît aujourd'hui était née. Elle fut
conservée par la famille Chimot jusqu'en 1985. Cette année-là les
briqueteries ont eu de grosses difficultés, il y avait plus d'offre que
de demande sur le marché, beaucoup ont fermé et l'actuel propriétaire a
repris l'affaire excepté la propriété du sol qui appartenait à
l'ancienne famille et qui a été rachetée par la communauté de communes
(Valenciennes-Métropole).
Le nouveau propriétaire modernise l'usine et actuellement, la production
est de 3,5 millions de briques annuellement. À une époque elle a atteint
4 millions.
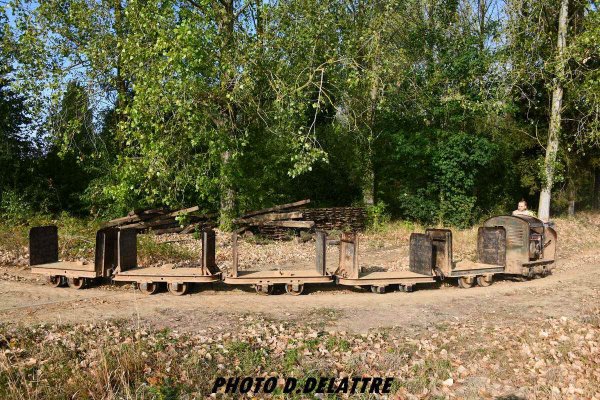
Au début le réseau ferré était plus important, il s'est amenuisé ces
derniers temps, avec la disparition de l'excavateur, la diminution de
fabrication des briques et le train, aussi, est fatigué.
Par ailleurs le site est menacé d'une manière générale. Déjà lors de
l'acquisition en 85, un projet de route devait passer à l'endroit même
du four.
D'autre part un golf à proximité ne demande qu'à s'étendre. La
production d'argile qui était dans un terrain voisin est aujourd'hui
abandonné et l'argile vient par camions ainsi que le charbon qui vient
de Colombie devient difficile à obtenir et son prix est passé de 155 à
395 la tonne.
La briqueterie Chimot de Marly est située à lEst de Valenciennes.

Lentrée de la Briqueterie.

Lentrée de la Briqueterie ne laisse rien deviner de ce qui se passe à
lintérieur !

Lentrée de la Briqueterie.

Le four Hoffman de 1904. Ce type de four a la vertu de cuire des briques
à une température de 1200°.

Sur la voie de 60 la rame est au chargement. L'argile est stockée dans
un hangar afin de constituer un stock tampon.

Sur la voie de 60 la rame chargée prend la direction de la presse.

Sur la voie de 60 la rame chargée prend la direction de la presse

Sur la voie de 60 la rame chargée vient de passer le croisement avec la
voie de 50 dont on aperçoit les rails

La rame chargée est arrivée à la presse, on va vider les bennes pour
mouler les briques.

Largile arrivée par la voie de 60 est moulée en brique par la presse
alimentée à la pelle.
Ces presses rotatives exercent sur chaque brique une pression proche de
3 tonnes. Il est possible de produire 1500 briques à l'heure.

Largile arrivée par la voie de 60 est moulée en brique par la presse
alimentée à la pelle.

Les briques fraîchement moulées sont chargées sur une brouette et vont
rejoindre la zone de séchage naturel pour plusieurs semaines

Vue d'un hangar sous lequel les briques sont stockées et vont sécher à
l'air libre pendant plusieurs semaines.

Une fois sèches, une voie de 50 est montée sous toute la longueur du
hangar pour leur chargement sur des wagonnets.

Sur la voie de 50 une rame vide monte vers la zone de séchage naturel.


Sur la voie de 50 une rame vide monte vers la zone de séchage naturel.

Sur la voie de 50 une rame vide monte vers la zone de séchage naturel.

Sur la voie de 50 une rame arrive au croisement avec la voie de 60 à
gauche sur la photo) qu'elle va croiser pour s'orienter vers la zone de
séchage naturel.
Sur la voie de 50, la courbe et le croisement avec la voie de 60.

Sur la voie de 50, l'alignement vers la zone de séchage.

Une voie provisoire est montée temporairement sous le hangar où sèchent
les briques moulées.
Le dérailleur mobile est positionnée pour amener les wagons chargés sur
la voie principale.

La plaque tournante mobile est positionnée pour emmener les wagons
chargés.

Après plusieurs semaines de séchage les briques sont chargées à la main
sur les wagonnets pour rejoindre le four.

Après plusieurs semaines de séchage les briques sont chargées à la main
sur les wagonnets pour rejoindre le four.

Wagon par wagon la rame chargée est formée.

Sur la voie de 60 la rame vide redescend en refoulant pour recevoir un
nouveau chargement d'argile.

Sur la voie de 50, une fois la rame constituée, elle prend la direction
du four pour la cuisson des briques.

Sur la voie de 50 la rame chargée prend la direction du four.

Sur la voie de 50 la rame chargée s'apprête à croiser la voie de 60 au
premier plan.

Sur la voie de 50 la rame chargée prend la direction du four.

Sur la voie de 50 la rame chargée continue son parcours sur l'alignement
des deux voies parallèles.

Sur la voie de 50 la rame chargée approche du four Hoffman.

Sur la voie de 50 la rame chargée de briques à cuire va croiser la rame
dargile qui se dirige vers la zone de pressage sur la voie de 60 !

Sur la voie de 50 la rame chargée de briques à cuire croise la rame
dargile pour la presse sur la voie de 60 !

Sur la voie de 50 la rame chargée de brique à cuire arrive au four
Hoffman.

Un par un les wagons vont être déchargés dans le four pour la cuisson
des briques.

Les wagonnets sont emmenés au plus prêt pour déchargement à laide de
coupons de voies démontables.
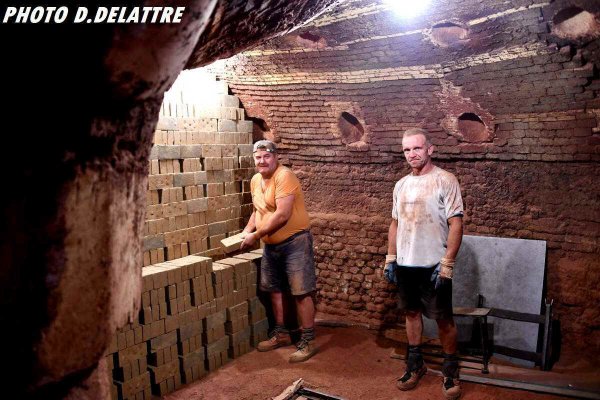
Les briques sont positionnées dans le four pour 70 heures de cuisson à
1100°.

Le four Hoffman de 1904 est alimenté 24h/24h par un étonnant système
dhorlogerie dalimentation en charbon.

Le four Hoffman de 1904 est alimenté 24 h/24 h par un étonnant système
dhorlogerie dalimentation en charbon.

Après la cuisson et 10 jours de refroidissement les briques sont sorties
du four.

La voie est alors reposée pour sortir les briques avant expédition.