CFC
Miniature
MERCREDI 06/04/2021
Construction
d'un wagon plat ŕ bogies en 7 Ľ
Texte et photos Jean-Marie LEMAIRE.
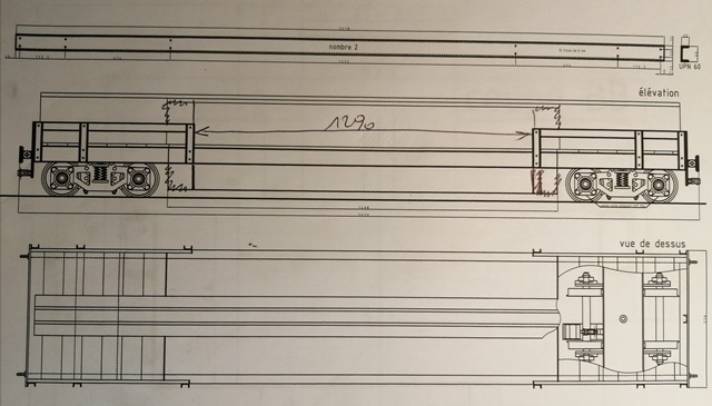
Il me restait des flasques de bogies pour deux bogies, la décision fűt rapidement prise d’attaquer un nouveau wagon pour le CFC Miniature, d’autant que le confinement ne permettait pas grand-chose d’autre. Le plan élaboré, les premičres pičces voient le jour.

Les traverses d’extrémité sont débitées dans de la tôle de 6 mm pour des raisons de résistance au tamponnement, mais aussi pour permettre une soudure facile des longerons en UPN de
60 mm.


Les longerons sont percés et taraudés pour recevoir les montants en petit U de
30 * 15 des plate-formes d’extrémités.




L’assemblage du châssis est effectué par soudure en prenant soin de respecter l’équerrage. Les supports de
bogies en tôle pliée sont incorporés au montage, car ils sont prisonniers dans les UPN de
60 mm. La largeur de ces supports est déterminée par le débattement des bogies
sur lesquels les roulements d’appui des bogies viennent rouler.

Aprčs retournement du châssis pour assurer les soudures qui ne seront plus visibles, un essai ŕ blanc de positionnement des
bogies est réalisé pour vérification.

Les traverses sont équipées de leur tampon central sur silentbloc et de la chape d’attelage de 10 mm, les deux trous restants recevront les anneaux de levage et d’arrimage indispensables.

Il faut maintenant s’occuper du tournage des roues selon le plan établi.


Les 8 roues sont débitées en rondelles de 33 mm d’épaisseur dans un plot de XC48 de 160 mm de diamčtre. Un premier surfaçage suivi de la mise ŕ la cote de
155 mm sur 12 mm pour permettre la reprise en 3 mors doux est effectué.



Les 8 roues sont ainsi traitées, puis aprčs un perçage ŕ
20 mm, le dressage et la mise ŕ l’épaisseur de 29 mm est réalisé avec un outil ŕ charioter, facilité par l’avance automatique longitudinale de ce tour.

L’ébauche du plan de roulement est ensuite usinée ŕ 141mm de diamčtre en ménageant l’épaisseur de l’ébauche du boudin ŕ
6.5 mm d’épaisseur. Afin de ménager la mécanique de ce vieux tour, je limite les passes ŕ
1.5mm d’épaisseur. C’est plus lent, « on s’en fou », on n’est pas dans l’industrie en production, et on n’est pas pressé. Les outils et la mécanique du tour s’en portent mieux.


Aprčs la confection de l’alésage au diamčtre 30 mm (-0.05) pour permettre la mise en place de l’essieu ŕ la presse, le défoncé de 1.5mm est réalisé sur la face de la roue grâce ŕ un outil ŕ double tranchant.


La premičre ébauche est pręte, les autres suivent.
Page
2